Today in 1967, US Patent 3323919 A and US Patent 3323920 A was issued, both an invention of Emil A Malick, assigned to the Phillips Petroleum Co., for his “Preparation Of Concentrated Fermented Malt Beverage of Low Hop Content” and “Concentration of Beer By Crystallization and Distillation.” There’s no Abstract, though it’s described this way in the applications:

This invention relates to a process for the preparation of a novel fermented malt beverage. In another aspect, it relates to the fermented malt beverage so produced as a new composition of matter.
The concentration of aqueous solutions, such as fruit juices, wines and beer, by crystallization to remove water therefrom and produce a concentrate which is reconstituted by dilution thereof with water, is receiving increasing attention in the food processing and allied industries. In the case of beer, it has been shown that significant savings in brewing, storage, and shipping can be gained by the freeze concentration of beer and its reconstitution; that the taste, aroma, and keeping qualities of the reconstituted beer are as good as, and in some cases better than, the beer produced by the present standard brewing process; and that the useful storage or shelf life of the beer, whether stored in a concentrated or reconstituted state, is greatly increased.
In the freeze concentration of beer, especially by the process known in the brewing industry as the Phillips Fractional Crystallization Process and basically covered by US. Reissue Patent 23,810 to J. Schmidt and US. Patent 2,854,494 to R. W. Thomas, the concentrate which is produced from beer made by the standard brewing process generally will have an unacceptable harsh, bitter taste which is generally unpalatable to the layman as well as brewmasters and beer connoisseurs, though when reconstituted such concentrate yields an excellent beverage.
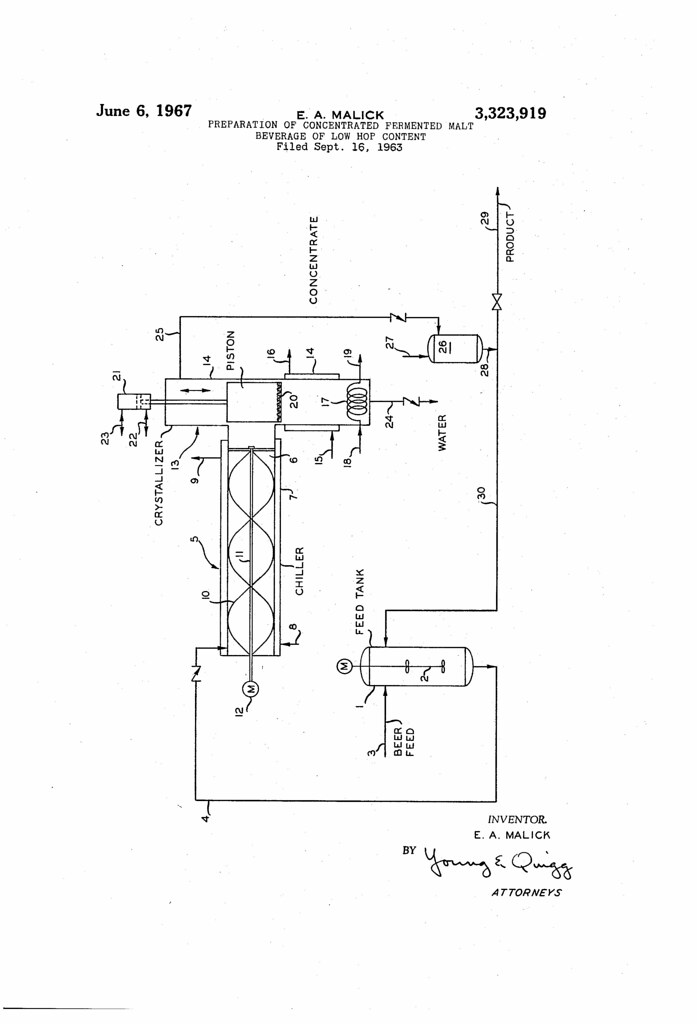
Accordingly, an object of this invention is to provide a process for preparing a novel fermented malt beverage. Another object is to provide such a malt beverage as a new composition of matter. Further objects and advantages of this invention will become apparent from the following description and accompanying drawing in which the single figure schematically illustrates an embodiment of fractional crystallization apparatus which can be used in preparing the novel malt beverage of this invention.
I have now discovered that a novel concentrate of beer, which is itself an appealing, palatable malt beverage having excellent taste and aroma, can be made by freeze concentration of beer brewed from wort hopped with an amount of hops that is inversely proportional to the amount of water removed from the beer by said freeze concentration, said amount of hops being substantially below that used in the standard beer brewing process. For example, where 75 percent of the water is removed from the beer by freeze concentration thereof, the amount of hops added to the Wort and boiled therewith will be, according to this invention, about one-fourth the amount generally used in making a conventional beer, or a reconstituted beer from a beer concentrate. In other respects, the beer from which the novel beverage or concentrate of this invention is obtained can be made or brewed by the standard brewing process, such as that used in making the American type of Pilsener beer. Preferably, in addition to employing the reduced amount of hops, as described above, any conventional additives normally used in brewing which will, upon freeze concentration of the beer, attain an undesirably high level in the concentrate such as to degrade the taste and other desirable properties thereof, are also reduced in the amount conventionally employed.
The amount of water which is removed from the low-hops beer by freeze concentration thereof, according to this invention, can vary and generally will be in the range of 25 to 85 weight percent, preferably to weight percent. Correspondingly, the inversely proportional amount of hops to be used in making the beer to be freeze concentrated will generally be about 5 to 20 pounds per barrels of brew, preferably about 10 to 16 pounds per 100 barrels of brew.
The wort, from which the novel beverage of this invention is made, can be conventionally prepared by mashing barley malt with water, for example at 67 to 70 C., and, if desired, suitable precooked adjuncts, such as unmalted barley, corn grits or flakes, rice, and like cereal and starchy products, the malt usually making up from 50 to 75 percent of the total brewing materials. The temperature is thereafter raised, for example to 75 C., to inactivate the enzymes. Undissolved grain and husks are removed from the mash generally in so-called lauter tubs or mash filters. The resulting soluble or sweet wort is then hopped in a brewing kettle, using the small quantity of hops mentioned above. If desired, the hops used can be made up of 25 to 30% imported or choice Fuggles and 70 to 75% domestic hops. Following hopping, or boiling of the hopped wort, brewing can be completed according to the standard brewing process using the usual standard brewing procedures, equipment and materials, all of which are of general knowledge and are substantially the same throughout the industry in the United States. For example, the hopped wort (or brew) is strained, cooled, and subjected to bottom fermentation by the addition of a yeast, e.g., one pound of liquid yeast per barrel of brew. After fermentation is completed, the yeast is removed and the young beer or ruh is clarified, aged, pasteurized, stored, filtered, chill-proofed, carbonated, finished, and filtered. Alternatively, any one or all of these latter operations can be eliminated and it is within the scope of this invention to prepare the novel beverage of this invention by freeze concentrating the beer, with or without first filtering it, as it leaves the fermenters, or as it leaves the clarifying tanks or cellar, or after it leaves the lagering cellar. Such alternatives can be used because during freeze concentration suspended solids such as yeast and hop resins will be removed along with the ice. Because of the low temperatures of the free concentration step, e.g., 25 to 32 F., the solubilities of undesirable materials such as those which normally give rise to haze and sediment (which materials are normally removed by clarification and on storage or lagering) are decreased and they precipitate and can be removed with the ice. Also, since the freeze concentration is carried out at low temperatures, and the alcoholic content is increased, bacterial activity and undesirable changes due to the activity of residual yeast cells or spores are decreased or stopped, and pasteurization can be eliminated without impairing the desirable shelf life and keeping qualities of the novel concentrate.
The ethyl alcohol content is increased by the freeze concentration, for example a low-hops beer with 3 to 8 volume percent alcohol can be concentrated to increase the alcohol content to 5 to 25 volume percent, preferably 7 to 18 volume per-cent. The alcoholic content of the concentrate will vary with the alcoholic content of the beer which is concentrated and the number of concentration stages used. As compared with a concentrate prepared by freeze concentration of a standard beer made with about four times as much hops, the concentrate of this invention has about one-half or less the amount of furfuryl alcohol content, e.g., the concentrate of this invention has less than 0.3 Weight percent furfuryl alcohol, and can have as low as 0.002 weight percent furfuryl alcohol.
The freeze concentration step can be carried out batchwise, for example using a plurality of alternate ice-generators and centrifuges connected in series, or, preferably, by continuously cooling the beer to produce a slurry of ice crystals and mother liquor, melting the crystals, passing at least a portion of the melt in contact with and countercurrent to the crystals, and separating the mother liquor (or beer concentrate) and the melted ice, such continuous process being preferably carried out in a plurality of stages, e.g. three. If desired, the concentrate which is produced by the freeze concentration step can be filtered to remove any precipitated materials not removed with the melted ice. Suitable apparatus for carrying out the freeze concentration of the low-hops beer by a continuous process is that shown in said patents to Schmidt and Thomas. Schmidts process involves moving a mixture of crystals and adhering liquid through a liquid removal zone, a reflux zone and a melting zone, removing liquid in said liquid removal zone, melting crystals in said melting zone, withdrawing part of the melt from the melting zone and forcing another part of the melt in a direction countercurrent to the movement of crystals in said reflux zone. In Thomas process (which is an improvement over the separation of the type disclosed by Schmidt), the solids in the purification zone are counter-currently contacted with a pulsating flow of reflux liquid by application against the melt of pulsating pressure generated by a pulse pump, the pulsation of the reflux liquid occurring during sustained application of force to the crystals to feed the same into the liquid removal zone.
The alcoholic malt beverage or elixir prepared according to this invention differs from beer in taste and is whol ly unlike any drink hereto produced, although it has a basic beer-like flavor. Unlike reconstituted beer of concentrates made from beer brewed with the regular amount of hops, reconstituted beer of the novel concentrates of this invention has a terrible taste. Like beer, the malt beverage of this invention willhave varying amounts of unfermented sugars and dextrins, proteinlike substances, flavoring constituents derived from malt and yeast, and minor constituents such as various inorganic salts, metabolic by-products of yeast, vitamins, traces of iron and copper, etc. The beverage of this invention will usually have some residual carbonation and, if desired, it can be further carbonated to -O.4O.6 weight percent carbon dioxide.

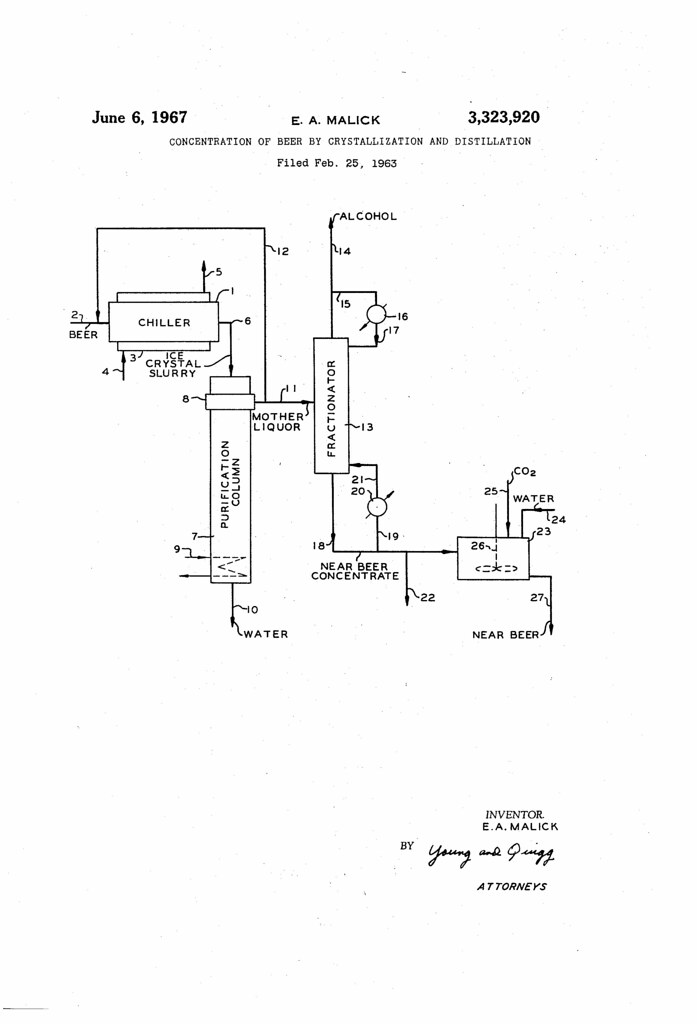
This invention relates to a method for concentrating aqueous solutions by crystallization and distillation. In another aspect, it relates to a method for the preparation of an alcoholic beverage.
Near-beer is conventionally prepared by first making a regular beer and then removing a portion of the alcohol by distillation. It is generally accepted that these near beers do not have the quality of the regular beer, probably because the distillation of the regular beer results in the degradation and/or removal of some of the flavor and odor components.
Although this discussion will be simplified by primary reference to the preparation of near-beer, it is obvious that the invention is also applicable to any process for the removal of a volatile component more volatile than water from a multi-component aqueous liquid. Thus, the invention is also applicable to the preparation of near wine of low alcohol content as well as other alcoholic beverages where it is necessary to reduce the alcohol content.